Муфты электросварные ПЭ100
Муфта ПНД с закладным нагревательным элементом применяется для соединения полиэтиленовых труб в системах водоснабжения, газоснабжения и канализации. Электросварная муфта соединяется с полиэтиленовой трубой с помощью электросварочного аппарата через нагревательные элементы в муфте. Мы предлагаем электросварные ПЭ муфты диаметрами от 20 мм до 1600 мм со значением SDR 9, 11, 17 и 21.
- Доступные диаметры элсв муфт: от 20 до 1600 мм
- Коэффициент SDR (толщина стенки, допустимое давление): SDR7,4 • SDR9 • SDR11 • SDR17 • SDR21
- Возможность монтажа в труднодоступных местах





- Муфты электросварные ПНД ПЭ100 изготовлены в соответствии с требованиями ГОСТ 32415-2013, ГОСТ Р 58121.3-2018, ТУ 22.21.29-002-61021223-2021
Сопутствующая информация и документация:
- Сертификат соответствия — на электросварные фитинги FS-Plast ПНД ПЭ100
- Образец паспорта на электросварные муфты — Муфта электросварная ПЭ100 SDR17 1200 мм
Подбор электросварных муфт по диаметру и SDR:
Расшифровка штрих-кода электросварных муфт
На всех электросварных муфтах (или в комплекте с документами), присутствует штрих-код с параметрами сварки. На муфты большого диаметра (от 1000 мм) наносится 2 кода: предварительный прогрев и основная сварка. Код формируется согласно требованиям порядка кодирования ISO 12176-4.
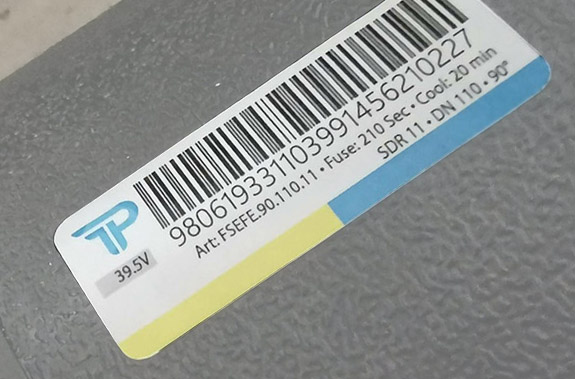
98 06 19 331103991456210227
- 06 19 - Наименование/Торговая марка (F - 06, 19 - S)
Электросварные муфты предназначены для соединения труб ПНД методом электромуфтовой сварки. Для этого применяются специальные аппараты. Процесс сварки выглядит следующим образом: две трубы заводятся с разных концов муфты и упираются в специальный упор в центре муфты, служащий для центровки труб.
Предварительно поверхность труб обрабатывается (специальным скребком с поверхности трубы срезается тонкий слой). На муфте присутствует штрих-код с зашифрованной в него информацией о параметрах сварки данной муфты, который считывается сканером сварочного аппарата.
На электросварной муфте присутствует электронагревательная спираль и две клеммы, к которым подключается аппарат и после считывания штрих-кода, с аппарата подаётся определённое напряжение на определённое время. Спирали расплавляют внутреннюю поверхность муфты и внешнюю поверхность труб, что приводит к спаиванию в однородную массу всех поверхностей.